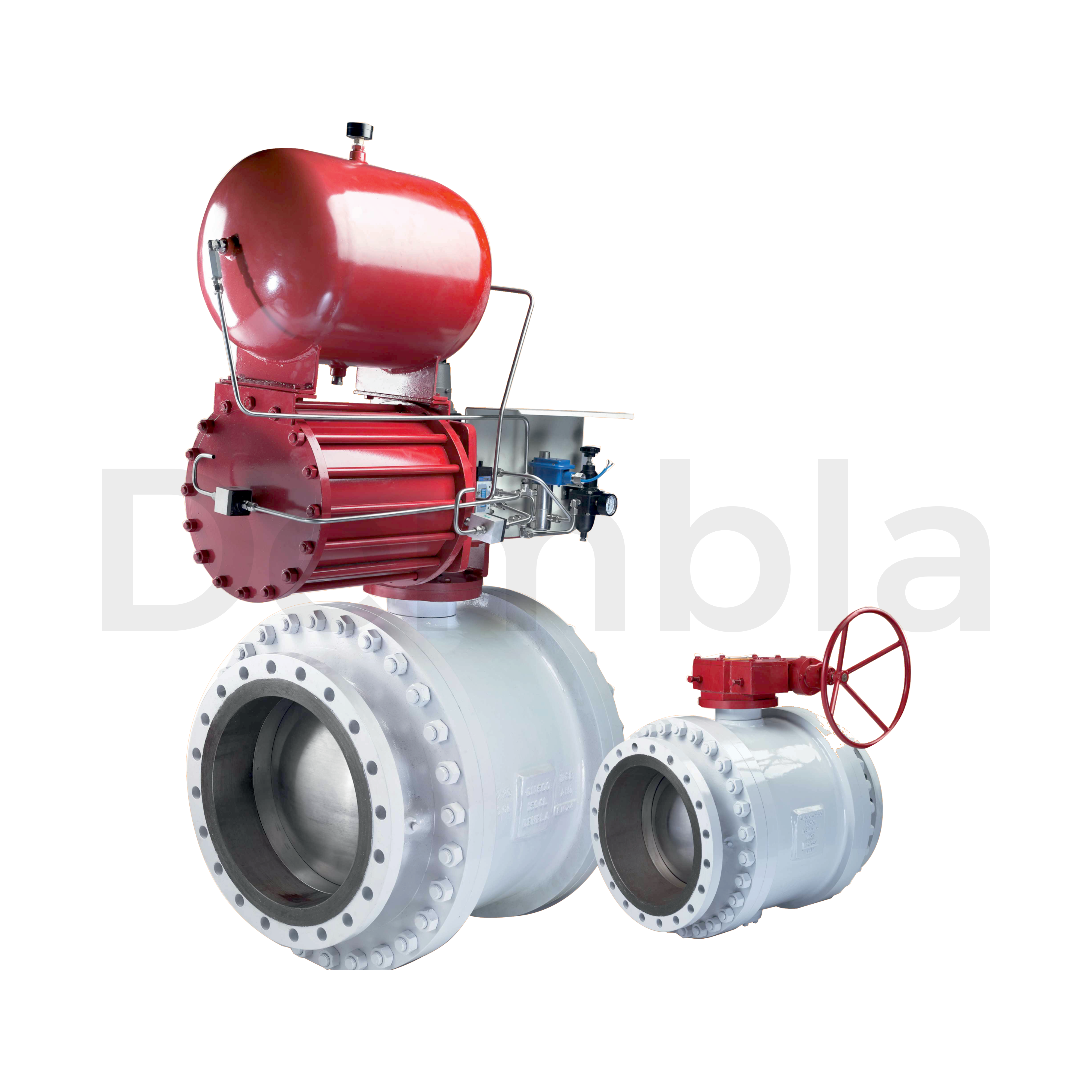
A ball valve is a mechanical device used in fluid control systems to regulate the flow of liquids or gases. It consists of a spherical disc, known as the ball, which is perforated to control the passage of the fluid. The ball is positioned within a chamber with ports on either end, and the valve is operated by turning the ball 90 degrees using a handle or actuator. This rotation either aligns the ball with the flow path, allowing fluid to pass through, or positions the ball perpendicular to the flow, blocking it. Industrial ball valve have emerged as indispensable components in fluid control systems across various sectors, playing a pivotal role in regulating the flow of liquids and gases. As technology advances and industries demand more sophisticated solutions, the evolution of industrial ball valves has been marked by innovation, precision, and enhanced performance.
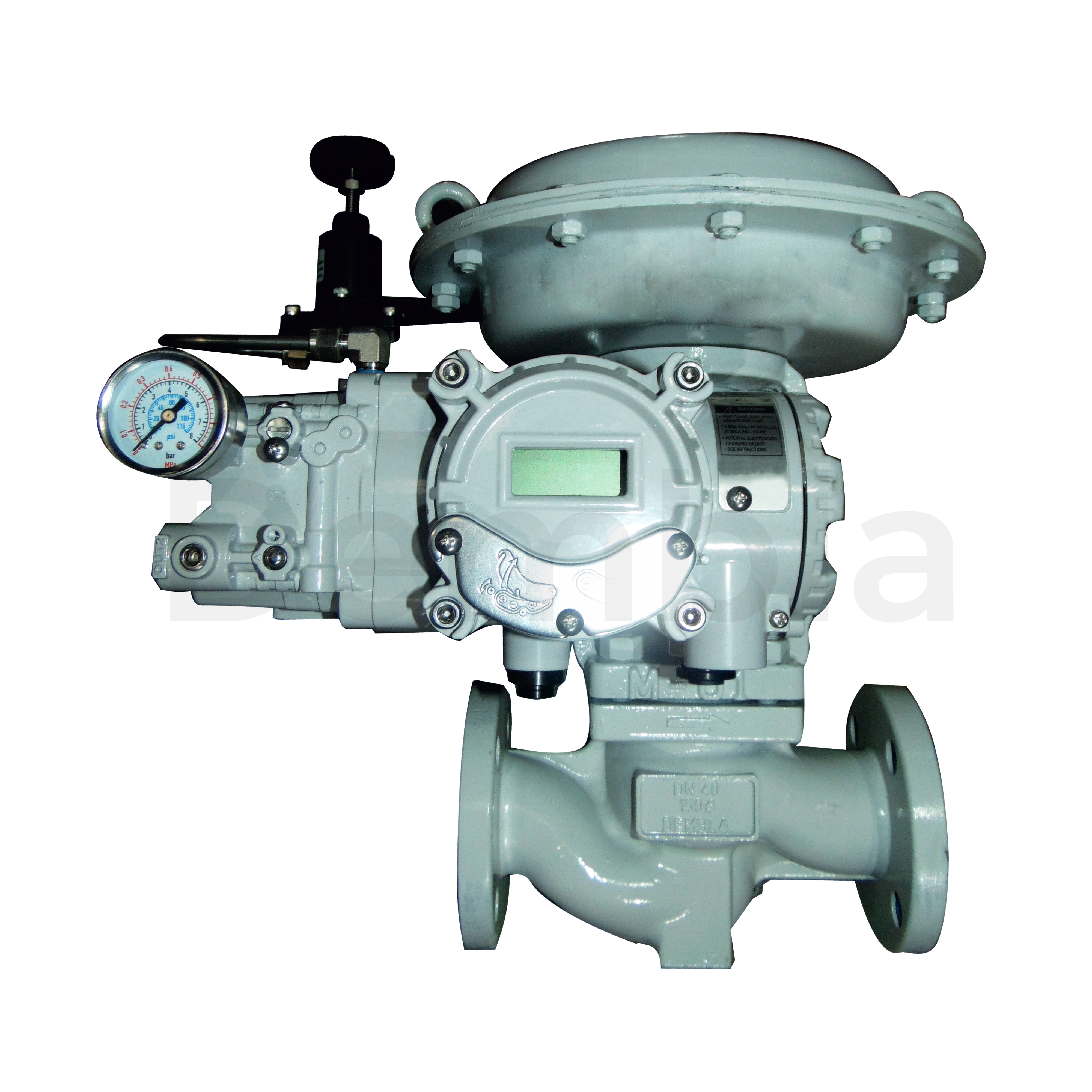
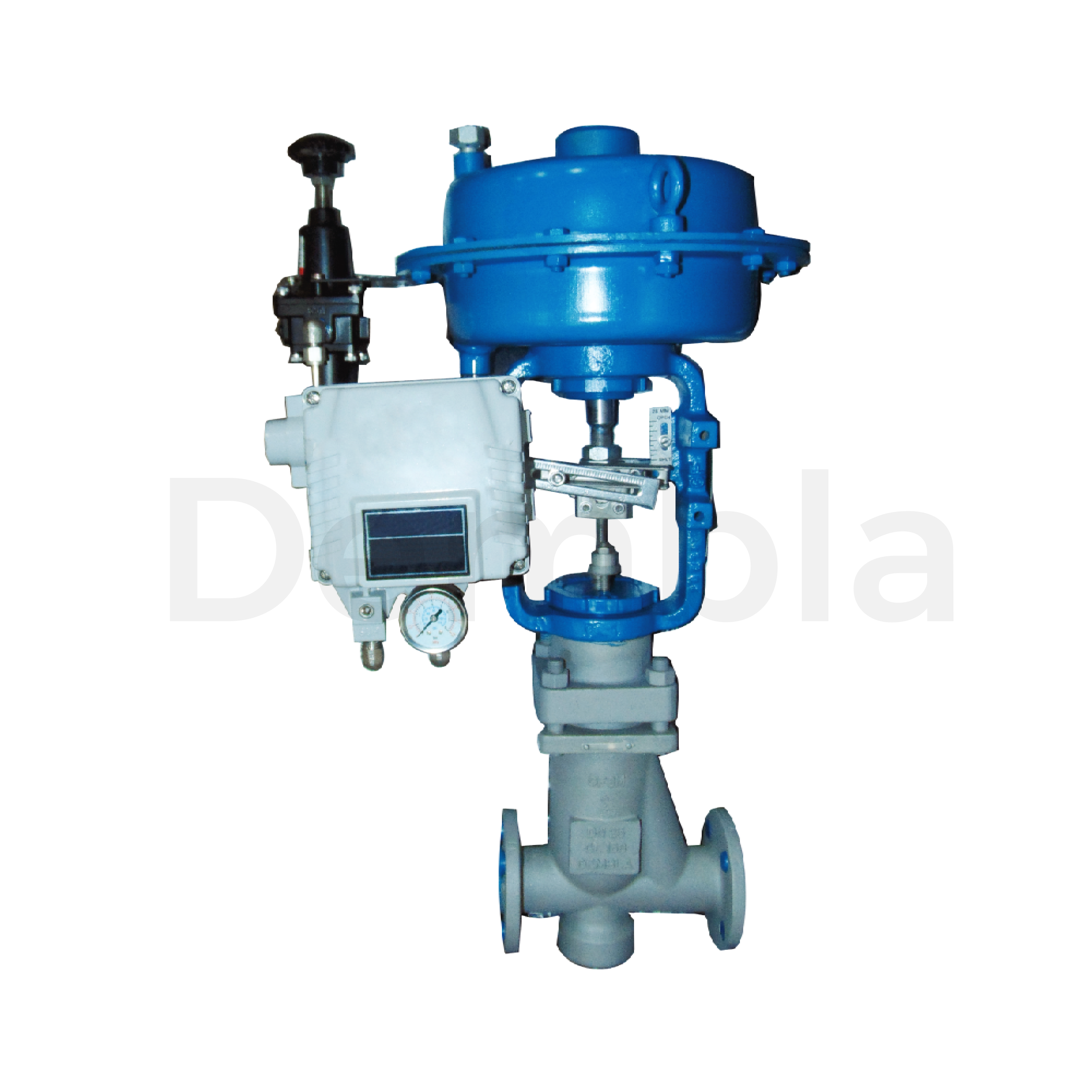
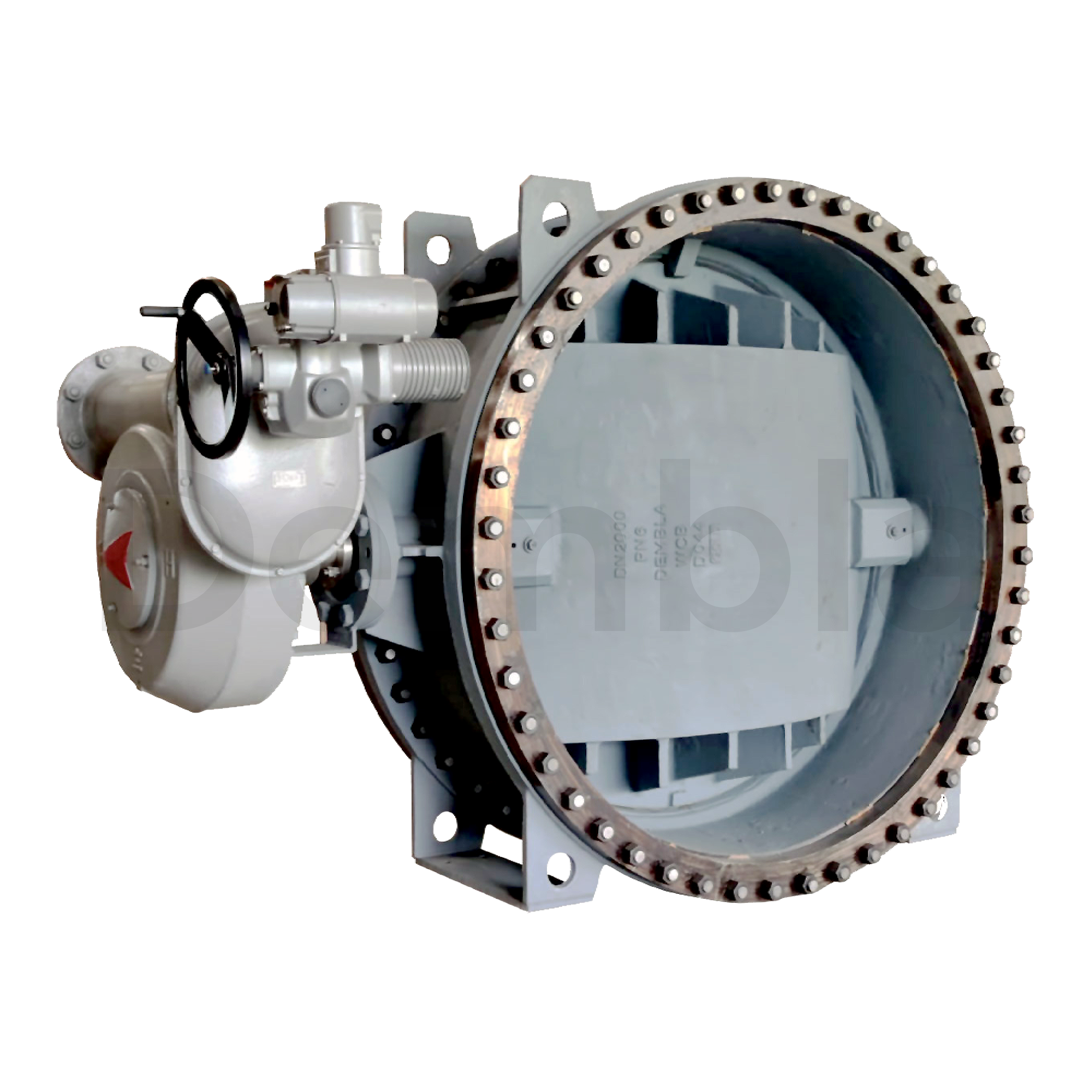
Body of Valve
Robust Construction for Industrial Rigors:
Industrial environments are known for their demanding conditions, and modern valve are designed to meet these challenges head-on. Manufacturers now employ robust materials such as stainless steel, carbon steel, and alloys, ensuring the durability and longevity of industrial ball valves in harsh operating conditions. This robust construction not only enhances reliability but also reduces maintenance requirements.
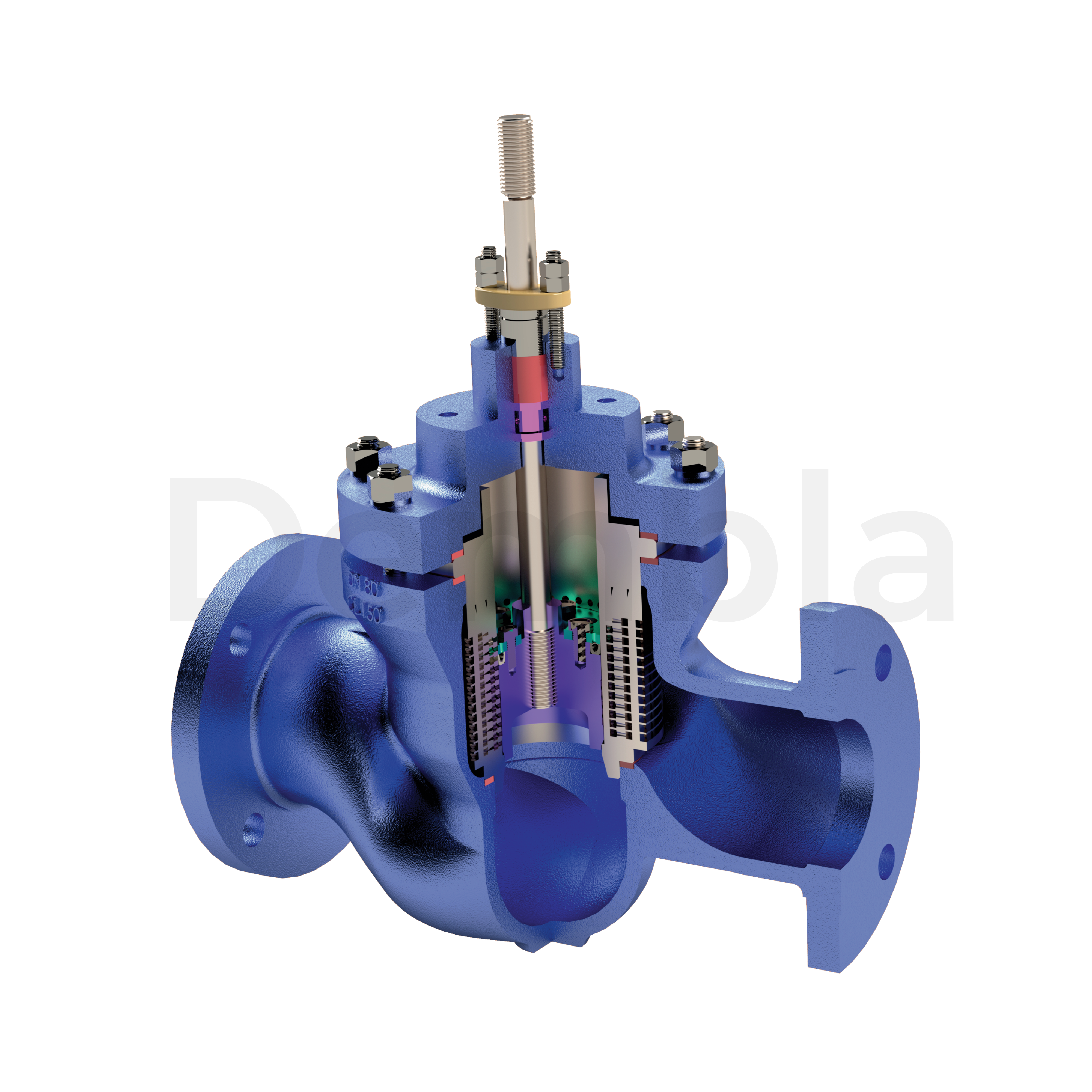
Precision in Operation:
The heart of any ball valve lies in its precision of operation. Industrial ball valve are engineered with meticulous attention to detail, offering precise control over the flow of fluids. This precision is vital in industries where accurate regulation of liquids and gases is paramount, contributing to the overall efficiency and safety of industrial processes.
Versatility in Applications:
One of the key advancements in industrial ball valves is their increased versatility. These valves are now designed to handle a diverse range of applications, from general-purpose use to specialized industries such as petrochemicals, oil and gas, water treatment, and more. Their adaptability makes them a go-to solution for various industrial fluid control needs.
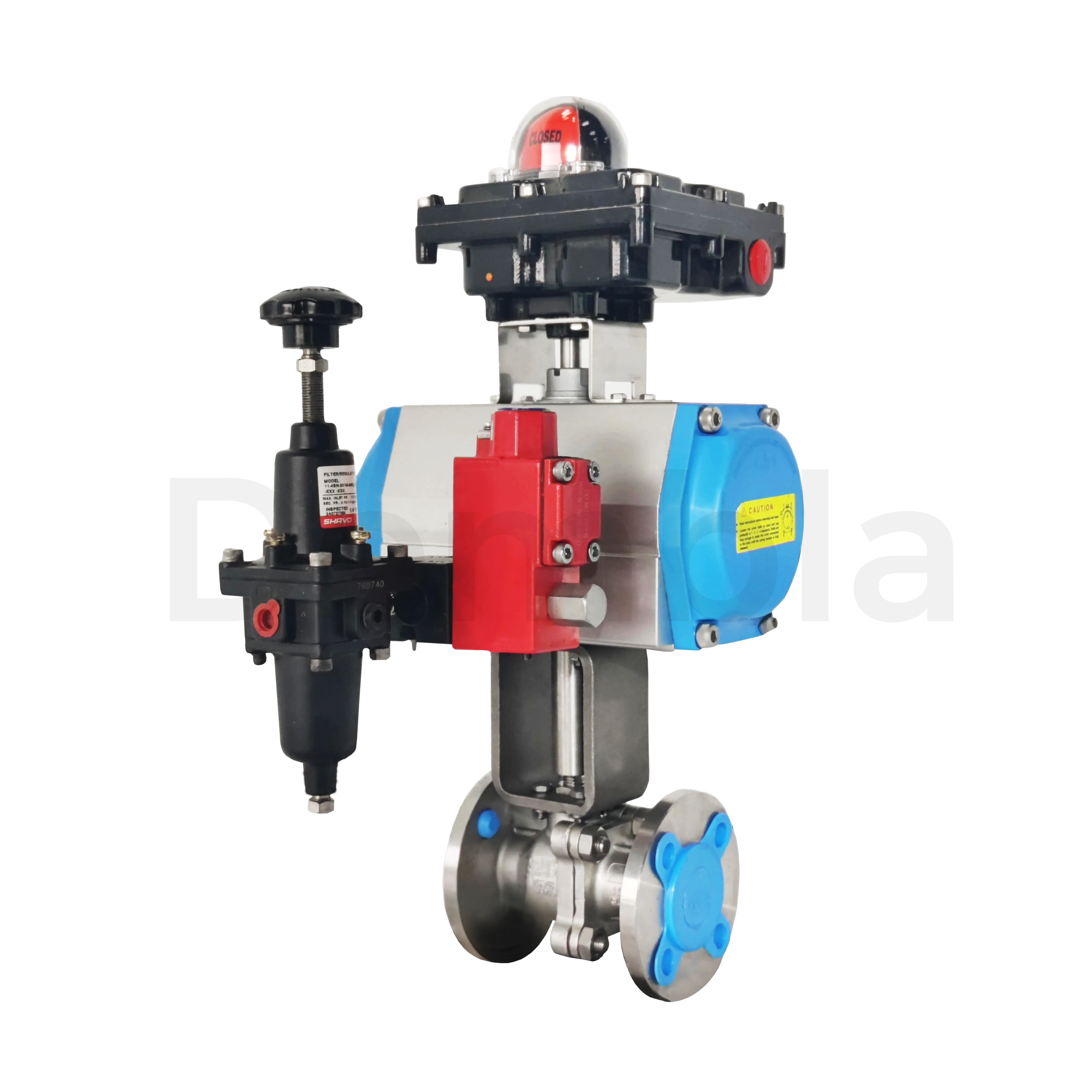
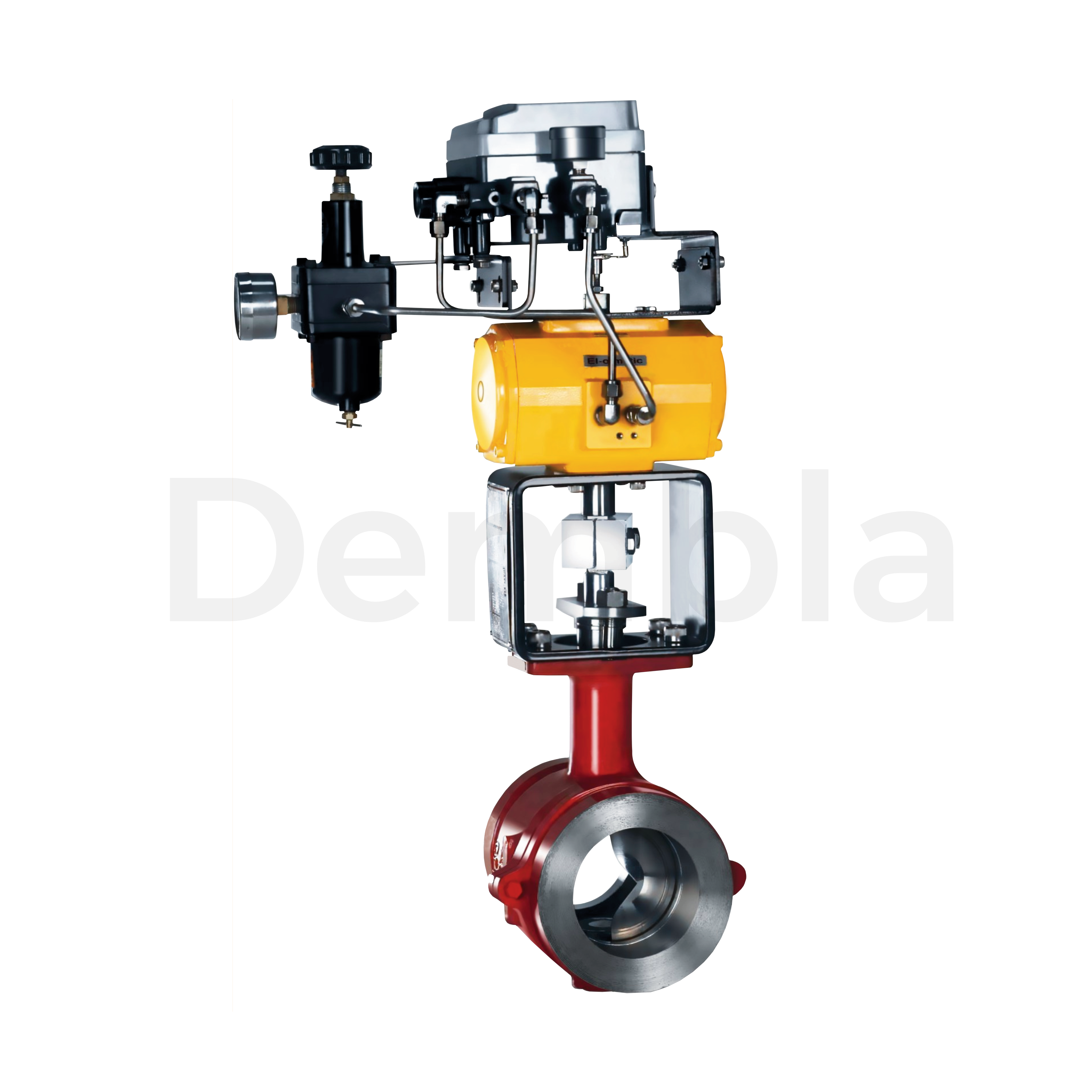
Actuation Technologies:
Industrial ball valves have embraced advanced actuation technologies to meet the evolving demands of automation. Whether it's pneumatic, electric, or hydraulic actuation, these technologies enable seamless integration into automated systems. This not only improves efficiency but also allows for remote control and monitoring, enhancing the overall operational capabilities of industrial processes.
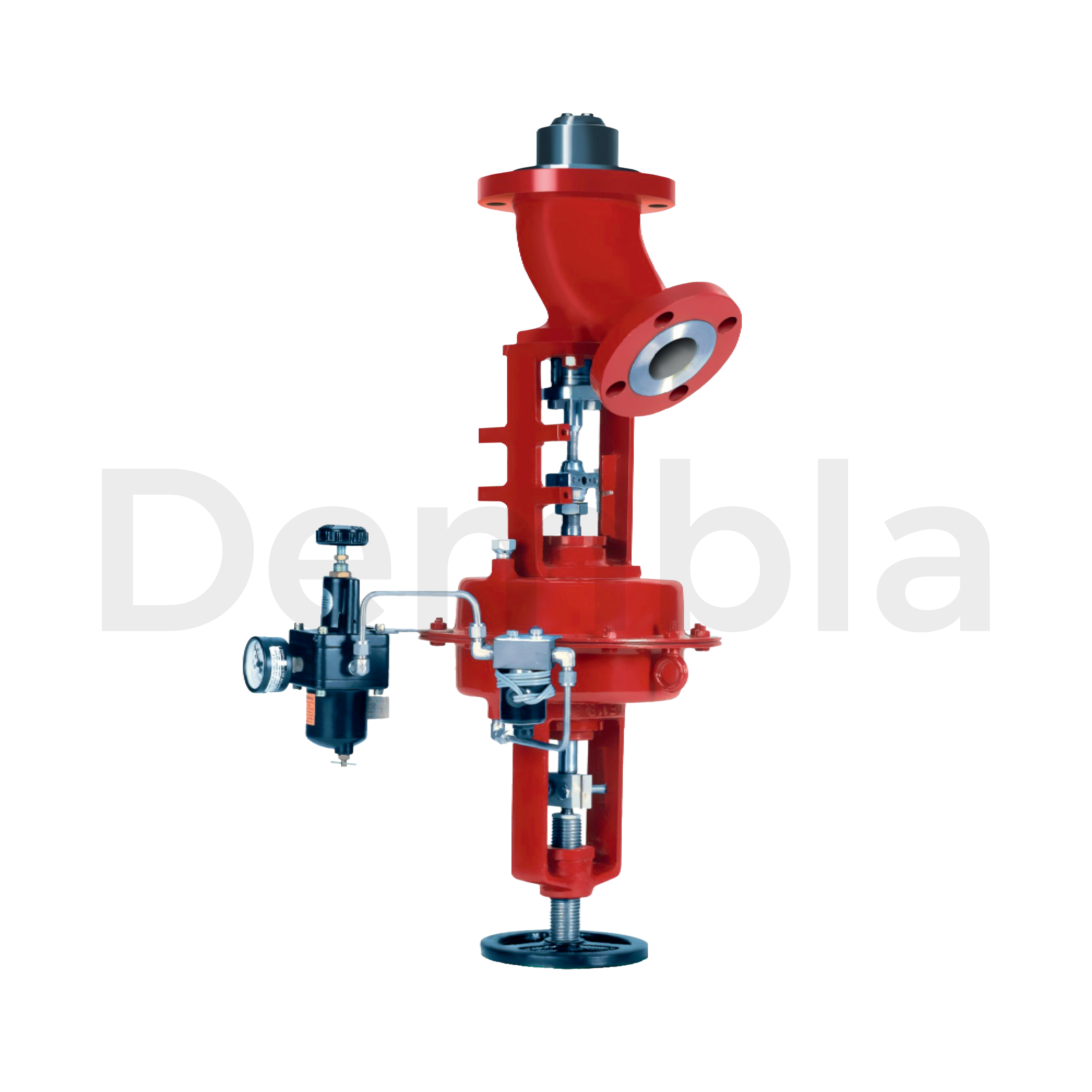
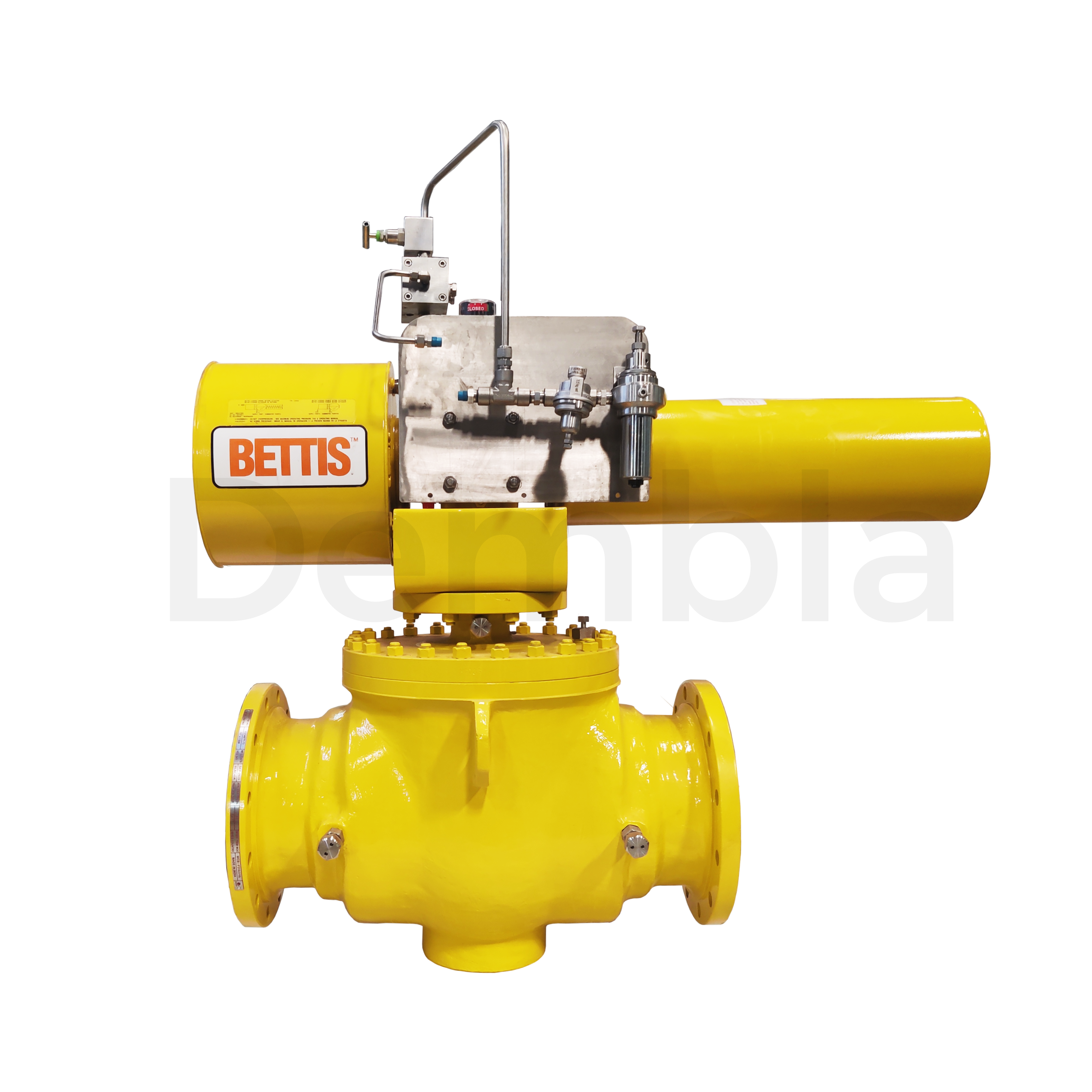
Specialized Designs for Critical Environments:
In environments where safety and reliability are paramount, industrial ball valves now come in specialized designs. Fire-safe, cryogenic, and high-pressure ball valves are just a few examples tailored to meet the specific challenges posed by critical industrial applications. These specialized designs ensure optimal performance even in extreme conditions.
Applications of Custom Ball Valve
Water and Wastewater Treatment:
They are widely used in water treatment plants to control the flow of water and various chemicals. Their durability and efficiency make them ideal for applications such as backwashing filters, chemical dosing, and general water distribution.
Oil and Gas Industry:
In the oil and gas sector, ball valves play a critical role in controlling the flow of crude oil, natural gas, and other hydrocarbons. Their ability to handle high pressures and temperatures makes them suitable for applications like pipeline control, wellheads, and refining processes.
Petrochemical Industry:
They are prevalent in the petrochemical industry, where they are employed in processes involving the transport and control of various chemicals. Their resistance to corrosion and versatility make them a preferred choice in handling aggressive substances.
HVAC Systems:
They find extensive use in heating, ventilation, and air conditioning (HVAC) systems. They regulate the flow of hot or cold water and air, ensuring precise control over temperature and ventilation in commercial and residential buildings.
Manufacturing and Industrial Processes:
Industries utilize ball valve for controlling fluids in manufacturing processes. Whether it's regulating cooling water, managing compressed air, or controlling the flow of chemicals, ball valves offer efficiency and reliability.
Benefits
Quick and Reliable Operation:
The 90-degree rotation required for opening or closing allows for quick and efficient operation, making them ideal for applications where rapid response is crucial.
Minimal Pressure Drop:
This feature a straight-through design, resulting in minimal pressure drop across the valve. This characteristic makes them advantageous in applications where maintaining consistent pressure is vital.
Durable and Low Maintenance:
Constructed from robust materials such as stainless steel, brass, or PVC, ball valves exhibit durability and longevity. Their simple design contributes to low maintenance requirements, reducing downtime and operational costs.
Versatility in Design:
They come in various designs, including two-way, three-way, and multi-port configurations, allowing for versatility in fluid control applications. They can be customized as per specific requirements.
Excellent Sealing Properties:
Excellent Sealing Properties: The tight seal provided by the spherical ball ensures minimal leakage, contributing to the overall efficiency and safety of fluid control systems. Custom ball valve stand as essential components in diverse industries, offering efficiency, reliability, and versatility in fluid control applications. Whether in water treatment plants, oil refineries, or HVAC systems, their benefits make them a cornerstone in the pursuit of optimal operational performance.
Global Presence of Dembla
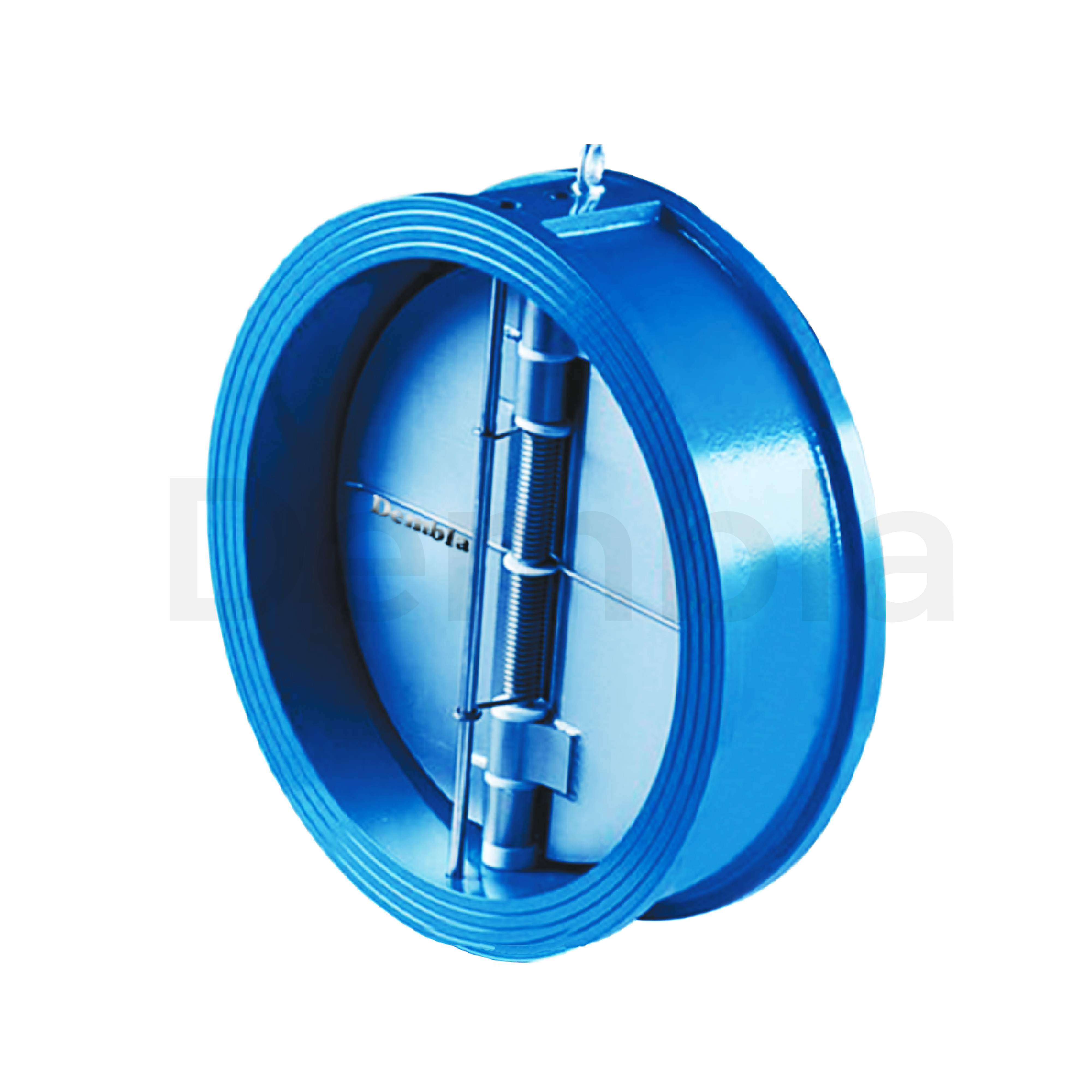
Dembla is one of the major Manufacturer, Exporter and Supplier of Ball Valve, Butterfly Valve, Globe Control Valve, Globe Valve, Check Valve, Gate Valve, DBB Valve, Dual Plate Check Valve, in Italy, Germany, France, Japan, Brazil, Chile, Canada, Australia, Indonesia, Philippines, Vietnam, Africa, Spain, Turkey, Netherlands, UK and across the Entire Globe.
Our Manufacturing set up is situated at Bhiwandi, Thane - Mumbai, Maharashtra, India.